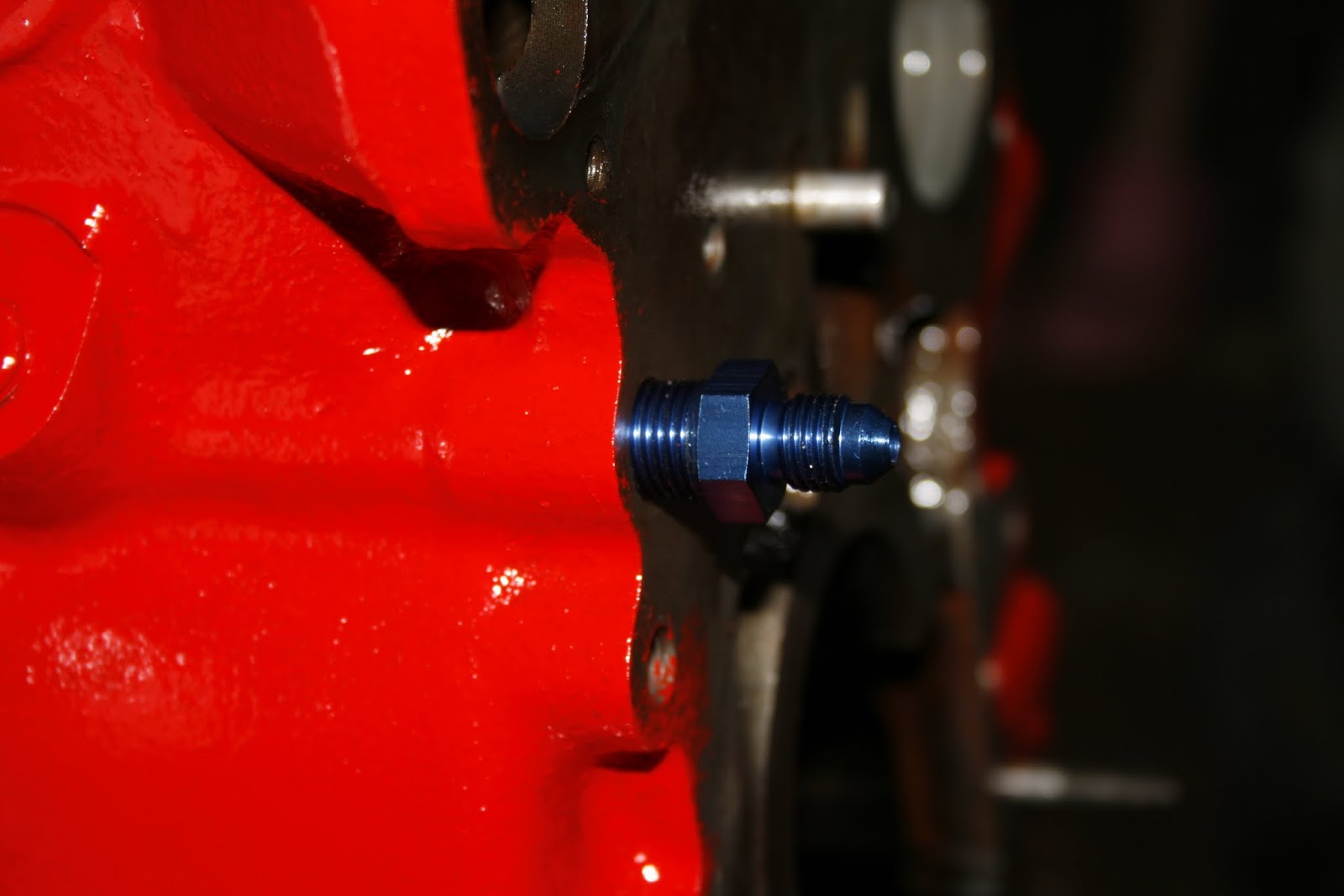
Porausten jäljiltä tuo öljykanava kun on täynnä metallipurua, niin avasin lohkon molemmista päistä tulpat. Tulppien kierre tuntuu olevan 1/4" NPT, koska 1/4"-AN4 liitin sopii hyvin siihen, mitä sovittelinkin näön vuoksi paikalleen. Tuo liitinpaikka sijaitsee vesipumpun alapuolella ja tulee toimimaan turbon öljynsyöttönä.
Now that after drilling the oil passage it is full of metal powder so I opened the plugs located at both ends of the block. The plugs seems to have 1/4" NPT threads, because a 1/4"-AN4 fitting fits in very well which I also tried for looks. The inlet I used is located just under the water pump and will be used for turbo oil feed.

Öljynpaluulle on turbomallin lohkoissa valmiiksi jo paikka pakosarjan puolella lohkon alareunassa perällä.
Omassa lohkossa ei sitä ollut valmiiksi, joten jouduin poraamaan sen. Öljynpaluun pitää olla riittävän suurella halkaisijalla, koska öljy palaa öljypohjaan turbosta painovoiman avulla. Liittimeksi olen valinnut M20x1,5mm kierteellä olevan AN12 -liittimen. M20:lle täytyy porata 18,5mm reikä, mihin sitten kierteet tehdään. CRC:n leikkuunestettä tuli käytettyä rutkasti!
Turbo blocks already have a hole for turbo oil return at the exhaust side of the block near the glutch.
The block I used didn't have one so I had to drill one. The oil return must be big enough to allow the oil to flow freely to the sump as it is only done by gravity. I have chosen a AN12-M20x1,5mm fitting. The hole needed for M20 is 18,5mm. CRC-cutting fluid used a lot.
Paikka öljyn paluulle on 45-asteen kulmassa lohkon pystyakseliin nähden, joten pylväsporakoneen kääntyvä pöytätaso oli erittäin kätevä tässä operaatiossa.
The place for the oil return is at 45-degree angle, so the rotating table of the drill was very helpful.

Öljyä ei säästelty!
No oil was spared!

Pian alkoi pora tykyttämään enteilevästi, eikä leikkuuneste enään pysynyt porauskohdassa, läpi oltiin tultu. Pieni silaus ja reiästä tuli erinomainen ja siisti!
Soon the drill started to vibrate in a promising way and the cutting oil no longer stayed in the hole, so we were through. Just one last touch and the final hole was excellent and neat.


Näissä kuvissa lohkossa onkin jo pari maalikerrosta ja eron huomaa. redblock is red again!
These pictures also show the final colour of the block. Well you understand the second sentence already (;

Hitaasti edeten ja terän kierrokset korkealla tuli lohkon sisäpintaan erittäin siisti jälki, ei purseita.
Moving slowly while keeping the RPM high the edges of the hole were nice and clean.


Seuraavaksi pitää vain työstää reikä loppuun M20x1,5mm kierretapilla. Pelkällä vääntimellä ei tuohon paikkaan oikein päässyt vääntämään, koska väännin ei mahtunut pyörimään ja olisi vetänyt kierretapin vinoon.
Next I just have to go through the hole with a M20x1,5mm tap drill. The tool used for turning the tap drill was too wide and hit the side of the block and didn't keep it straight.

Ratkaisu oli helppo: räikän jatkovarsi väliin ja tilaa tuli roimasti.
The solution was easy: an extension for a ratchet gave me plenty of room.

Jatkovarsi oli löysäsovite ja siksi on kuvassa vinossa antaen vaikutelman, että kierretappi on vinossa reikään nähden.
The extension was a loose fit so it gives the impression of the tap drill being at an angle.

Hyvä menetelmä kierteitä tehdessä on kääntää yksi täysikierros, peruuttaa puoli kierrosta, palata takaisin mihin jäätiin ja toistaa vaiheet. Tässäkin oli CRC -leikkuuneste passeli apuri. Kierteytys onnistui ja olin tyytyväinen lopputulokseen.
A good method for making threads is to turn one full cycle and then return half a cycle. Here the CRC-cutting fluid was really handy again. The threadind was succesful and I was pleased for the outcome.


Sitten kierteiden toimivuus tuli testattua ruuvaamalla AN12 liitin paikoilleen. Hyvin pyöri paikalleen ja näyttää aivan pirun hienolta!!
Then I tested the threads by fitting the AN12 fitting in place. It turns well and looks awesome!!

